سرعت برشی فرز انگشتی HSS-Co 5% کبالت با روکش TiN | راهنمای انتخاب دور، پیشروی و خنککاری

فرز انگشتی HSS-Co 5% کبالتدار با روکش تیتانیوم نیترید TiN یکی از گزینههای اقتصادی و قابل اعتماد برای فرزکاری فولاد، استیل، آلومینیوم، برنج و قطعات صنعتی عمومی است. وجود ۵ درصد کبالت در ساختار فولاد تندبر باعث افزایش مقاومت حرارتی ابزار میشود و روکش طلایی TiN نیز اصطکاک را کاهش داده، چسبندگی براده را کمتر میکند و عمر لبه برشی را نسبت به فرز انگشتی HSS معمولی افزایش میدهد.
فرز انگشتی HSS-Co 5% TiN برای چه کاری مناسب است؟
این نوع فرز انگشتی برای کارگاههایی مناسب است که به دنبال تعادل بین قیمت، دوام، قابلیت تیزکاری مجدد و عملکرد صنعتی هستند. اگر دستگاه شما فرز منوال، فرز یونیورسال، دریل فرز، CNC سبک یا ماشینکاری عمومی با دور متوسط است، فرز انگشتی کبالت ۵ درصد روکش TiN میتواند انتخاب مناسبی باشد.
| ویژگی | توضیح فنی |
| جنس ابزار | HSS-Co فولاد تندبر کبالتدار |
| درصد کبالت | ۵ درصد |
| نوع روکش | تیتانیوم نیترید TiN |
| رنگ روکش | طلایی |
| کاربرد اصلی | فرزکاری فولاد، استیل سبک، آلومینیوم، برنج و قطعات صنعتی |
| مزیت اصلی | تحمل حرارت بیشتر نسبت به HSS و قیمت اقتصادیتر نسبت به کارباید |
سرعت برشی پیشنهادی برای فرز انگشتی HSS-Co 5% TiN
مهمترین عامل در افزایش عمر فرز انگشتی HSS-Co 5% TiN انتخاب سرعت برشی صحیح است. سرعت بیش از حد باعث سوختن لبه ابزار، کاهش عمر روکش TiN و افت کیفیت سطح میشود. سرعت بسیار پایین نیز ممکن است باعث مالش ابزار به جای برادهبرداری صحیح شود.
| جنس قطعهکار | سرعت برشی پیشنهادی Vc | نوع خنککاری بهتر | توضیح کاربردی |
| آلومینیوم | ۸۰ تا ۱۲۰ متر بر دقیقه | روغن امولسیون یا اسپری سبک | به تخلیه براده توجه شود؛ چسبندگی آلومینیوم به لبه ابزار کنترل شود. |
| برنج و مس | ۶۰ تا ۹۰ متر بر دقیقه | امولسیون سبک یا ماشینکاری نیمهخشک | در برنج معمولاً برادهبرداری روانتر است، اما کنترل لرزش اهمیت دارد. |
| فولاد ST37 | ۲۵ تا ۳۵ متر بر دقیقه | آب صابون با دبی مناسب | برای فرزکاری عمومی و کارگاهی، این بازه انتخاب مطمئنی است. |
| فولاد CK45 | ۲۰ تا ۳۰ متر بر دقیقه | آب صابون غلیظتر یا روغن برش | در باربرداری سنگین، پیشروی و عمق برش باید کنترل شود. |
| فولاد آلیاژی | ۱۵ تا ۲۵ متر بر دقیقه | روغن برش یا امولسیون صنعتی | به دلیل تولید حرارت بیشتر، خنککاری پیوسته اهمیت بالایی دارد. |
| استنلس استیل 304 | ۱۰ تا ۱۸ متر بر دقیقه | روغن برش مستقیم یا MQL | استیل تمایل به کارسختی دارد؛ مکث ابزار و پیشروی کم خطرناک است. |
| استنلس استیل 316 | ۸ تا ۱۵ متر بر دقیقه | روغن برش مستقیم | بهتر است با دور کنترلشده، خنککاری مداوم و برادهبرداری پایدار انجام شود. |
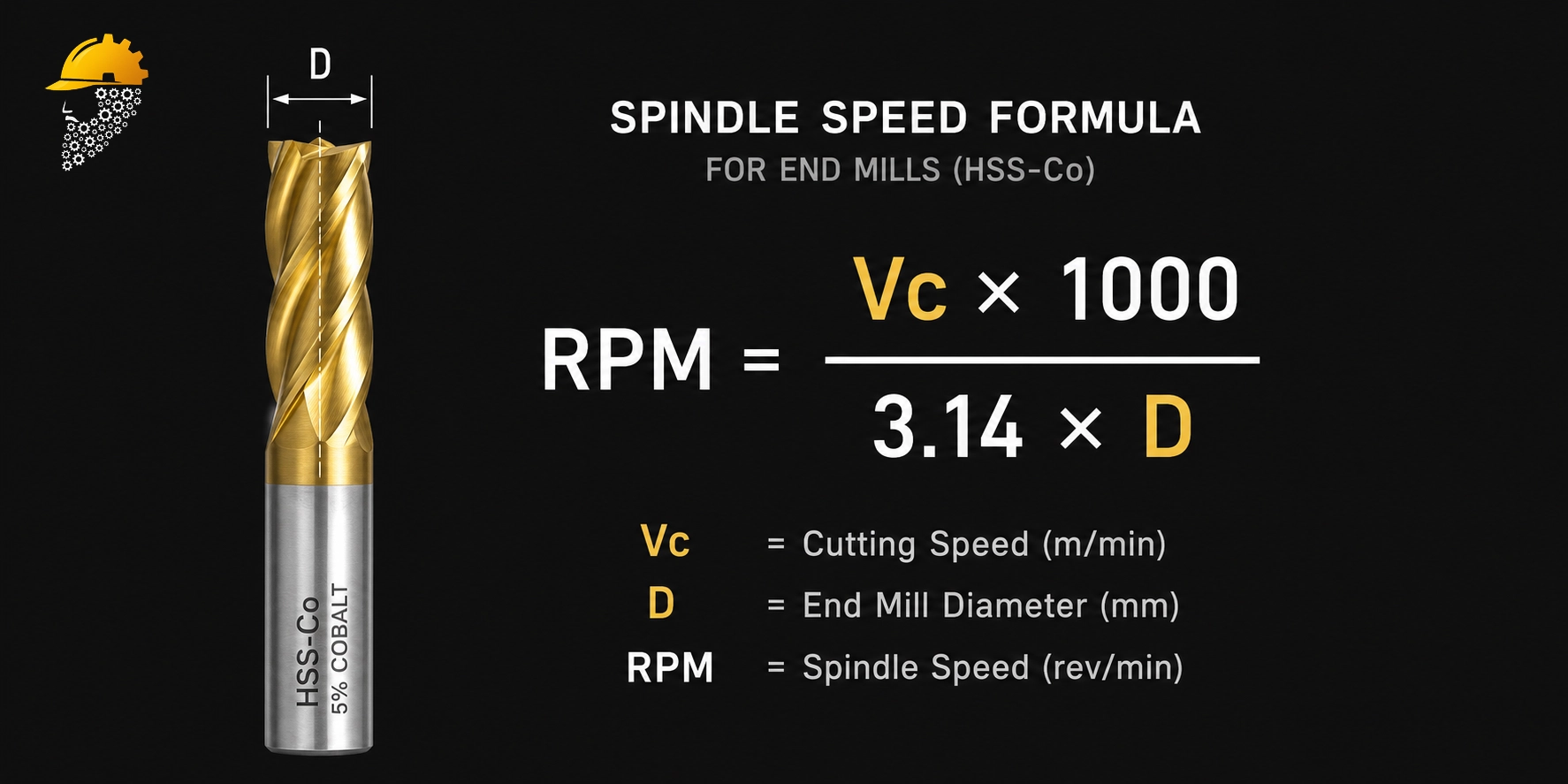
فرمول محاسبه دور اسپیندل برای فرز انگشتی HSS-Co
برای انتخاب دور مناسب، ابتدا سرعت برشی را بر اساس جنس قطعهکار انتخاب کرده و سپس با قطر فرز انگشتی، دور اسپیندل را محاسبه میکنیم.
RPM = (Vc × 1000) ÷ (3.14 × D)
| پارامتر | معنی |
| RPM | دور اسپیندل بر حسب دور در دقیقه |
| Vc | سرعت برشی بر حسب متر بر دقیقه |
| D | قطر فرز انگشتی بر حسب میلیمتر |
نمونه دور پیشنهادی برای فولاد ST37
در جدول زیر، مبنا سرعت برشی حدود ۳۰ متر بر دقیقه برای فولاد ST37 در نظر گرفته شده است. این اعداد تقریبی هستند و باید با توجه به صلبیت دستگاه، طول ابزار، نوع کولت، لرزش، عمق برش و کیفیت خنککاری تنظیم شوند.
| قطر فرز انگشتی | سرعت برشی مبنا | دور تقریبی اسپیندل | توضیح |
| ۶ میلیمتر | ۳۰ متر بر دقیقه | حدود ۱۵۹۰ RPM | مناسب برای شیارزنی و پرداخت سبک |
| ۸ میلیمتر | ۳۰ متر بر دقیقه | حدود ۱۱۹۰ RPM | انتخاب متعادل برای فرزکاری عمومی |
| ۱۰ میلیمتر | ۳۰ متر بر دقیقه | حدود ۹۵۵ RPM | مناسب برای کارگاههای عمومی و فرز منوال |
| ۱۲ میلیمتر | ۳۰ متر بر دقیقه | حدود ۷۹۵ RPM | برای باربرداری کنترلشده و پایدار |
| ۱۶ میلیمتر | ۳۰ متر بر دقیقه | حدود ۶۰۰ RPM | نیازمند دستگاه صلب و خنککاری مناسب |
| ۲۰ میلیمتر | ۳۰ متر بر دقیقه | حدود ۴۷۵ RPM | برای عملیات سنگینتر با کنترل پیشروی |
بهترین نوع خنککاری برای فرز انگشتی HSS-Co 5% TiN
در فرز انگشتیهای HSS-Co، مدیریت دما اهمیت بسیار زیادی دارد. اگر حرارت در ناحیه برش کنترل نشود، حتی وجود کبالت و روکش TiN نیز نمیتواند از کند شدن سریع ابزار جلوگیری کند. بنابراین انتخاب خنککاری مناسب، مستقیماً روی عمر ابزار، کیفیت سطح و پایداری ماشینکاری تأثیر دارد.
| نوع خنککاری | مناسب برای | مزیت | نکته مهم |
| آب صابون / امولسیون | فولاد معمولی، آلومینیوم، برنج، کارهای عمومی | خنککنندگی خوب و هزینه اقتصادی | دبی باید کافی باشد تا براده از ناحیه برش خارج شود. |
| روغن برش مستقیم | فولاد آلیاژی، استیل، باربرداری سنگینتر | روانکاری عالی و کاهش سایش لبه | برای استیل و فولاد مقاوم انتخاب مطمئنتری است. |
| MQL | CNC سبک، تولید تمیز، عملیات دقیق | مصرف کم روغن و کنترل بهتر اصطکاک | برای عملیات سنگین باید تنظیم دقیق داشته باشد. |
| هوای فشرده | آلومینیوم، برنج، تخلیه براده | کمک به خروج براده و تمیز ماندن مسیر ابزار | برای فولاد و استیل به تنهایی کافی نیست. |
| ماشینکاری خشک | فقط در شرایط سبک و کنترلشده | سادگی عملیات | برای فولاد و استیل با HSS-Co توصیه اصلی نیست. |
چرا ماشینکاری خشک برای HSS-Co TiN همیشه مناسب نیست؟
روکش TiN اصطکاک را کاهش میدهد، اما به معنی حذف کامل خنککاری نیست. در فرزکاری فولاد و استیل، اگر ابزار بهصورت خشک و با دور بالا کار کند، حرارت در لبه برشی جمع میشود. این حرارت میتواند باعث افت سختی لبه، آسیب به روکش، کند شدن سریع ابزار و حتی لبپر شدن دندانهها شود.
پیشنهاد عملی برای افزایش عمر فرز انگشتی کبالت ۵ درصد TiN
| اقدام | اثر روی عملکرد ابزار |
| انتخاب سرعت برشی متناسب با جنس قطعه | جلوگیری از سوختن لبه و افزایش عمر ابزار |
| استفاده از خنککاری پیوسته | کاهش دمای ناحیه برش و بهبود کیفیت سطح |
| کاهش طول بیرونزدگی ابزار از کولت | کاهش لرزش و جلوگیری از شکست ابزار |
| استفاده از کولت سالم و دقیق | کاهش Runout و افزایش دقت ماشینکاری |
| پرهیز از پیشروی بسیار کم | جلوگیری از مالش ابزار و تولید حرارت اضافی |
| تخلیه مناسب براده | جلوگیری از گیرکردن براده و آسیب به لبه برشی |
فرز انگشتی HSS-Co 5% TiN بهتر است یا فرز انگشتی کارباید؟
اگر هدف ماشینکاری با سرعت بسیار بالا، تولید انبوه، فولادهای سختکاریشده یا قطعات دقیق CNC باشد، معمولاً فرز انگشتی کارباید انتخاب حرفهایتری است. اما اگر دستگاه شما صلبیت خیلی بالا ندارد، عملیات شما عمومیتر است، هزینه ابزار اهمیت دارد یا امکان تیزکاری مجدد برایتان مهم است، فرز انگشتی HSS-Co 5% کبالت با روکش TiN انتخاب اقتصادی و منطقیتری خواهد بود.
| مقایسه | HSS-Co 5% TiN | فرز انگشتی کارباید |
| قیمت | اقتصادیتر | گرانتر |
| مقاومت در برابر ضربه | بهتر | حساستر به ضربه و لرزش |
| سرعت برش | متوسط | بالا |
| نیاز به صلبیت دستگاه | کمتر | بیشتر |
| قابلیت تیزکاری مجدد | دارد | در شرایط تخصصی امکانپذیر است |
| کاربرد پیشنهادی | کارگاه عمومی، فرز منوال، CNC سبک | CNC پرسرعت، تولید انبوه، قالبسازی دقیق |
کلمات کلیدی مرتبط با فرز انگشتی HSS-Co 5% TiN
فرز انگشتی HSS-Co 5% TiN، فرز انگشتی کبالت ۵ درصد، فرز انگشتی HSS-Co روکش TiN، فرز انگشتی تیتانیوم نیترید، سرعت برشی فرز انگشتی کبالت، دور مناسب فرز انگشتی HSS-Co، خنک کاری فرز انگشتی، روغن برش فرزکاری، فرز انگشتی HSS-Co مخصوص فولاد، فرز انگشتی HSS-Co مخصوص استیل، خرید فرز انگشتی کبالت دار، قیمت فرز انگشتی HSS-Co، فرز انگشتی طلایی، فرز انگشتی روکش دار، Cobalt End Mill TiN Coated.
جمعبندی
فرز انگشتی HSS-Co 5% کبالتدار با روکش تیتانیوم نیترید TiN برای بسیاری از عملیاتهای فرزکاری عمومی و نیمهصنعتی انتخابی کاربردی، اقتصادی و قابل اعتماد است. این ابزار نسبت به فرز انگشتی HSS معمولی مقاومت حرارتی بیشتری دارد و به کمک روکش TiN میتواند اصطکاک و سایش را کاهش دهد. با این حال، عملکرد واقعی آن زمانی مشخص میشود که سرعت برشی، دور اسپیندل، پیشروی، عمق برش و نوع خنککاری بهدرستی انتخاب شوند.
برای فولاد و استیل، استفاده از آب صابون با دبی مناسب، روغن برش مستقیم یا سیستم MQL میتواند عمر ابزار را افزایش دهد. در مقابل، کارکرد خشک با دور بالا معمولاً باعث کاهش سریع عمر فرز انگشتی HSS-Co میشود. بنابراین قبل از افزایش سرعت دستگاه، بهتر است ابتدا جنس قطعه، قطر ابزار، نوع عملیات و شرایط خنککاری بررسی شود.












