مفاهیم در شناخت ابزار و ماشینکاری فلزات

وقتی وارد دنیای صنعت میشی، باید یه نکته رو اول از همه بفهمی: فلز حرف نمیزنه، ولی باهاش حرف میزنن. یعنی اگر جنس فلز رو، رفتار فلز رو، و واکنشش به ابزار رو نشناسی، کارت فقط وقت تلف کردنه. اون ابزار که دستته، چه مته باشه چه قلاویز، یه زبونه؛ باید بلد باشی باهاش با فلز حرف بزنی.
| فارسی | نام جهانی / علمی | کد استاندارد (مثال) | رنگ نمایش در جدول فنی |
| فولاد سادهکربنی | Plain Carbon Steel / Mild Steel | St37 / S235JR (استاندارد DIN / EN) | خاکستری روشن (Light Grey) |
| فولاد آلیاژی | Alloy Steel | مثل 42CrMo4، AISI 4140، AISI 4340 | آبی تیره (Dark Blue) یا آبی خاکستری |
| چدن | Cast Iron | GG25 (یا EN-GJL-250) | خاکستری تیره (Dark Grey) یا مشکی |
| آلومینیوم | Aluminium / Aluminum | Al6061, Al2024, Al7075 (استاندارد آمریکایی) | نقرهای یا خاکستری آبی روشن (Silver / Light Blue-Grey) |
| استیل ضدزنگ | Stainless Steel | AISI 304, AISI 316, 1.4301 (DIN) | نقرهای مایل به سفید (Silver White) یا سفید متمایل به آبی کمرنگ |
فلزات آهنی و غیرآهنی
• فولاد سادهکربنی (St37): نرم، مناسب کارهای اولیه، آموزشها، و سوراخکاریهای سبک.
• فولادهای آلیاژی: محکمتر، مقاومتر، برای قطعاتی که تحت فشار و حرارتاند.
• چدن (Cast Iron): ترد، پر از کربن، سایشپذیر ولی شکننده؛ مته اگه کج بره، میشکنه.
• آلومینیوم: نرم و سریعبرش، اما مستعد گیرپاژ ابزار و تراشهگیری زیاد.
• استیل (Stainless Steel): سختبر، حرارتزا، بدون روانکاری قوی امکانناپذیره.
🔧 نکته استادانه: هیچوقت با یک نوع ابزار نمیتونی همهی مواد رو بتراشی. مثل اینه که با چاقوی نونبر بخوای گوشت یخزده ببری.
انتقال تجارب ابزارگاه
• رنگها بر اساس استاندارد DIN 5381 و VDI 2814 و نقشههای صنعتی بینالمللی مشخص میشن.
• در نرمافزارهایی مثل SolidWorks یا Autodesk Inventor میتونی این رنگها رو به متریالها نسبت بدی تا در مدلسازی سهبعدی راحتتر تشخیص داده بشن.
• St37 معادل S235JR در استاندارد EN هست و معمولاً برای پروفیلها، شاسیها، و پایهها استفاده میشه.
مفاهیم اصلی ماشینکاری
۱. برادهبرداری چیه؟
ماشینکاری یعنی برداشتن لایههایی نازک از سطح ماده به کمک ابزار برشی. این برادهها (تراشهها) نتیجهی فشار، زاویه، و سرعتیه که ابزار به قطعه وارد میکنه.
۲. زاویههای ابزار
• زاویه برش (زاویه گوه): اگه زیاد باشه، ابزار سریعتر میبره ولی زود میسوزه.
• زاویه آزاد (Relief Angle): اگه کم باشه، ابزار با قطعه گیر میکنه.
• زاویه مارپیچ مته یا تیغه: تعیینکنندهی سرعت تخلیهی براده.
🔧 قانون استادها: ابزار خوب نه فقط میبره، بلکه “درست” میبره. زاویه غلط، حتی اگه ببُره، عمر ابزار رو میکُشه.
زاویه برش (زاویه گوه) – Cutting Angle / Wedge Angle
زاویهای بین سطح برش و سطح آزاد ابزار. این زاویه تعیین میکنه که نوک ابزار چقدر تیز باشه و چطور وارد فلز بشه.
| توضیح | مقدار زاویه گوه (تقریبی) | ابزار |
| زاویه کمتر (118°) برای فلزات نرم مثل آلومینیوم؛ زاویه بیشتر (135°) برای فولاد و استیل تا فشار روی نوک مته کمتر شه. | حدود 118° تا 135° (در رأس مته) | مته HSS |
| بسته به جنس قطعه و تیپ فرز. زاویه زیاد برای عملیات خشنتراشی، زاویه کم برای پرداخت. | حدود 60° تا 90° | تیغه فرز انگشتی |
| گوه نسبتاً ضخیمه چون قلاویز باید رزوهای شکل بده، نه فقط برش ساده. گوه قوی لازمه. | حدود 85° تا 95° | قلاویز ماشینی |
ابزار بدون زاویه درست، فقط زور میزنه، نمیبره.
زاویه گوه مثل دندون چاقوئه؛ زاویه آزاد مثل تیغهی بلندشه؛ زاویه مارپیچ مثل مسیر تخلیهی آشغاله.
هر متریالی زاویه خودش رو میطلبه.
جا داره بگم : میدونستی ما انواع دستگاه ابزار تیز کن داریم ؟ برای مته، قلاویز، فرز و هر ابزار دیگه ای
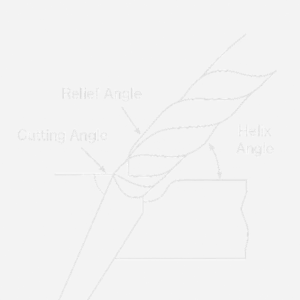
زاویه آزاد – Relief Angle
زاویهای بین پشت لبهی برش ابزار و سطح قطعهکار. این زاویه باعث میشه فقط نوک ابزار درگیر باشه، و بدنهی ابزار به قطعه نماله (که باعث اصطکاک و گیر کردن نشه).
| توضیح | مقدار زاویه گوه (تقریبی) | ابزار |
| اگر کمتر باشه، مته گیر میکنه و براده تخلیه نمیشه. | حدود 10° تا 15° | مته HSS |
| زاویه بیشتر برای مواد نرم (مثل آلومینیوم)، زاویه کمتر برای فولاد. | 6° تا 12° | تیغه فرز |
| زاویهای خیلی حساس. اگر کم باشه، قلاویز درگیر میکنه؛ اگر زیاد باشه، رزوه خوب درنمیاد. | حدود 5° تا 8° در پشت دندانهها | قلاویز |
زاویه مارپیچ – Helix Angle
زاویهای بین لبهی مارپیچ ابزار و محور مرکزی آن. این زاویه، تخلیهی براده و فشار برش را کنترل میکند.
| توضیح | مقدار زاویه گوه (تقریبی) | ابزار |
| زاویه بیشتر برای مواد نرم (براده زیاد نیاز به تخلیه بهتر دارد)، زاویه کمتر برای چدن یا فولاد سخت. | بین 25° تا 35° | مته مارپیچ |
| 30° عمومیترین زاویه است. 45° برای پرداخت و تخلیه سریعتر براده در آلومینیوم. | معمولاً 30° یا 45° | فرز انگشتی |
| مخصوص سوراخهای کور (Blind Holes) برای بالا کشیدن براده به بیرون. قلاویز راستدنده (Straight Flute) برای سوراخهای عبوری است. | تا 40° یا بیشتر | قلاویز مارپیچی |
سرعت برش (Cutting Speed) و پیشروی (Feed)
۱. سرعت برش
به زبان ساده، یعنی با چه سرعتی نوک ابزار داره با سطح قطعه حرکت میکنه. اگه سرعت زیاد باشه:
• ابزار داغ میکنه
• فلز ذوب میشه
• لبهی برش کند یا لبپَری میشه
۲. پیشروی
یعنی هر بار چقدر ابزار به سمت قطعه جلو میره. پیشروی زیاد، برادهی ضخیم میده ولی بار روی ابزار بیشتره.
📌 نکته کلیدی: تنظیم درست سرعت و پیشروی یعنی عمر ابزار بیشتر، کیفیت سطح بهتر، و تولید دقیقتر.
محاسبه سرعت برش (Cutting Speed) در ماشینکاری یکی از حیاتیترین پارامترهاییست که مستقیماً روی کیفیت سطح، عمر ابزار، و زمان تولید تأثیر میگذارد. سرعت برش به عوامل متعددی وابسته است. مثلا :
سرعت حرکت لبهی برشی ابزار نسبت به سطح قطعهکار (معمولاً به صورت محیطی).
واحدش معمولاً متر بر دقیقه (m/min) یا فوت بر دقیقه (ft/min) هست.
عوامل مؤثر بر سرعت برش:
1. جنس قطعهکار (Workpiece Material)
هر چه قطعه سختتر باشه، سرعت برش باید کمتر بشه تا ابزار سریع نسوزه.
| جنس ماده | سرعت برش تقریبی (m/min) |
| آلومینیوم | 150–300 |
| فولاد ساده کربنی | 25–40 |
| فولاد آلیاژی | 15–30 |
| چدن | 20–30 |
| استیل ضدزنگ | 10–20 |
2. جنس ابزار برشی (Tool Material)
ابزار قویتر → سرعت برش بیشتر
| سرعت مجاز بیشتر | ویژگی | نوع ابزار |
| کم (مثلاً 25 m/min برای فولاد) | معمولی | HSS (فولاد تندبر) |
| زیاد (تا 3 برابر HSS) | سخت و مقاوم به حرارت | کارباید (Tungsten Carbide) |
| بسیار بالا، ولی گران و شکننده | بسیار سخت | سرامیکی / الماسه |
3. نوع عملیات ماشینکاری
نوع عملیات روی انتخاب سرعت مؤثره:
| سرعت پیشنهادی | توضیح | عملیات |
| کمتر از فرزکاری | نقطه تمرکز حرارتی زیاد | سوراخکاری |
| میتونه بیشتر باشه | پخش تنش روی چند دندانه | فرزکاری سطحی |
| متوسط | برداشتن زیاد در زمان کم | تراشکاری خشنتراشی |
| سرعت بیشتر اما بار کمتر | سطح صاف و دقیق | پرداخت نهایی (Finishing) |
4. سیستم خنککاری و روانکاری
اگر از مایع برش (Coolant) استفاده بشه، سرعت برش قابل افزایشه چون:
- حرارت سریعتر دفع میشه
- ابزار کمتر میسوزه
- براده راحتتر تخلیه میشه
روغن های صنعتی میتونه خیلی کمک حال این موضوع باشه ( مثلا روغن قلاویز )، مخصوصا این زمان که هزینه های ابزار و هدر رفت زمان خیلی تعیین کننده رقابت در کسب و کار است.
5. قطر ابزار یا قطعه (برای محاسبه)
در محاسبه سرعت برش از رابطه زیر استفاده میکنیم:
Vc (m/min) = (π × D × n) ÷ 1000
که در آن:
Vc: سرعت برش به متر بر دقیقهD: قطر ابزار یا قطعهکار بر حسب میلیمترn: سرعت دوران (RPM) دستگاهπ: عدد پی = 3.14
از این فرمول برای محاسبه دور دستگاه هم میتوان استفاده کرد:
n (RPM) = (1000 × Vc) ÷ (π × D)
تا این ۵ عامل رو به درستی بررسی نکنی، نمیتونی RPM درست تنظیم کنی. RPM اشتباه یعنی یا ابزار میسوزه، یا سطح کارت ضایع میشه، یا زمان تولیدت زیاد میشه.
صلبیت (Rigidity) و تثبیت قطعه
ابزار و قطعه باید کاملاً محکم فیکس شده باشن. لرزش (Vibration) یعنی مرگ کیفیت.
توی دستگاه تراش یا فرز، اگه قطعه خوب نبسته باشی، اولین اتفاق:
• ابزار میپره
• سطح کار چاله چوله میشه
• محور میسوزه یا قلاویز میشکنه
🔧 همیشه قبل از روشن کردن ماشین، دوبار بست قطعه و ابزار رو چک کن. گیره هیدرولیک مخصوص اینکاره











